härteres material, weniger drehzahl. ich finde die oberflächenqualität okay, was meint ihr?
Miniaturfräse
Moderator: TR-Freunde-Team
-
Gyula
- Spezialist

- Beiträge: 3638
- Registriert: 23.02.2006, 00:00
- Wohnort: Wien, Harmannsdorf
- Hat sich bedankt: 54 Mal
- Danksagung erhalten: 143 Mal
Hi!
Chris, wenn du eine Schneideplatte an das Werkstück stellst und dann die Maschine einschaltest, wird selten etwas passieren.
Wenn du aber durch Fehlbedienung aus versehen plötzlich zu viel zustellst, dann fliegen die Fetzen.......
Auf deinem Video bearbeitest du ein Alu Werkstück, wo jeweils nur eine Schneideplatte arbeitet (nicht ganz deutlich zu sehen). Wenn du vollflächig arbeitest (planst), also die max. mögliche Anzahl von Schneideplatten arbeiten, dann wird der Maschine sehr schnell die Puste ausgehen. Sie wird sich verwinden, Rattermarken produzieren, usw.....
Nur mehr mit extrem langsamen Vorschub und gaaanz wenig Zustellung (einige 1/100) wird die Maschiene arbeiten. Dann wird allerdings die Oberfläche wieder eher bescheiden ausfallen.......
Nim doch mal ein ausreichend breites Alu Werkstück und plane mal vollflächig.
Übrigens wie hoch ist denn die Umlaufgeschwindigkeit deines Fräskopfes, schon ausgerechnet?
Gyula
Chris, wenn du eine Schneideplatte an das Werkstück stellst und dann die Maschine einschaltest, wird selten etwas passieren.
Wenn du aber durch Fehlbedienung aus versehen plötzlich zu viel zustellst, dann fliegen die Fetzen.......
Auf deinem Video bearbeitest du ein Alu Werkstück, wo jeweils nur eine Schneideplatte arbeitet (nicht ganz deutlich zu sehen). Wenn du vollflächig arbeitest (planst), also die max. mögliche Anzahl von Schneideplatten arbeiten, dann wird der Maschine sehr schnell die Puste ausgehen. Sie wird sich verwinden, Rattermarken produzieren, usw.....
Nur mehr mit extrem langsamen Vorschub und gaaanz wenig Zustellung (einige 1/100) wird die Maschiene arbeiten. Dann wird allerdings die Oberfläche wieder eher bescheiden ausfallen.......
Nim doch mal ein ausreichend breites Alu Werkstück und plane mal vollflächig.
Übrigens wie hoch ist denn die Umlaufgeschwindigkeit deines Fräskopfes, schon ausgerechnet?
Gyula
US -TR6 -Bj. 74 - 9,75:1 - 280° Kent NW - 2x SU HS6 - 123 Zündverteiler (USB)
Diff Aufhängung verstärkt - Farbe carmin red - Dayton Speichen - Autoradio Blaupunkt Köln
Diff Aufhängung verstärkt - Farbe carmin red - Dayton Speichen - Autoradio Blaupunkt Köln
-
Buddy

- ist regelmäßig hier

- Beiträge: 86
- Registriert: 24.07.2010, 23:00
- Wohnort: Ratingen
- Hat sich bedankt: 1 Mal
Ich will hier nicht mit dem erhobenen Zeigefinger kommen, sind ja alles erwachsene Männer  - aber bitte seid sehr vorsichtig. Weder Spindel noch Werkzeugaufnahme sind für das Werkzeuggewicht ausgelegt (Rotation / Fliehkräfte / Unwucht, wem erzähl ich das
- aber bitte seid sehr vorsichtig. Weder Spindel noch Werkzeugaufnahme sind für das Werkzeuggewicht ausgelegt (Rotation / Fliehkräfte / Unwucht, wem erzähl ich das  )
)
Ich verkaufe seit über 20 Jahren Zerspanungswerkzeuge und habe gerade bei Fräsunfällen schon grausige Sachen gesehen.
Wenn ihr Schnittdaten für Aluminium sucht, in unserem Downloadbereich gibt es eine kostenlose Formelsammlung und Werkzeugempfehlungen.
www.sartorius-werkzeuge.de
Schönen Restsonntag
Ralf
Ich verkaufe seit über 20 Jahren Zerspanungswerkzeuge und habe gerade bei Fräsunfällen schon grausige Sachen gesehen.
Wenn ihr Schnittdaten für Aluminium sucht, in unserem Downloadbereich gibt es eine kostenlose Formelsammlung und Werkzeugempfehlungen.
www.sartorius-werkzeuge.de
Schönen Restsonntag
Ralf
-
MadMarx

- Institution

- Beiträge: 8493
- Registriert: 05.06.2004, 23:00
- Wohnort: Saarbrücken
- Hat sich bedankt: 176 Mal
- Danksagung erhalten: 264 Mal
- Kontaktdaten:
ich kann von mir behaupten, daß ich bei der werkzeugbenutzung extrem vorsichtig bin. unters auto nie ohne stützen, nie ohne schutzbrille...usw.
dieser große fräskopf hat für mich nur einen zweck: er soll dichtflächen glätten. im realen leben wird er daher nur gering belastet werden, mit maßvollen drehzahlen von 200 - 500 rpm.
momentan teste ich nur, was die maschine und der fräskopf kann. darum habe ich sie etwas gequält. und als racer habe ich einfach mal vollgas gegeben. aber die fläche sah beschissen aus.
vorhin habe ich alle 8 schneidplatten gedreht weil vom vorbesitzer 4 ecken schon weggebrochen wurden.
diesen alustreifen habe ich statt längs nun quer übergefräßt, sodaß 3-4 zähne im einsatz kamen. o,6mm habe ich bei 400 - 500 rpm abgenommen. die maschine hat das kaum gemerkt, die drehzahl schwankt ganz leicht, weil ich von hand nicht so gleichmäßig zustellen kann. mit den scharfen schneidplatten (wenn auch nicht füpr alu geeignet) gab es eine sehr saubere, blanke oberfläche - als dichtfläche optimal. genau das, was ich brauche.
interessant ist, daß die maschine mit dem fräskopf sehr ruhig läuft, nicht vibriert. mit den kleinen 12 mm schaftfräsern gibt es irgendwie viel mehr geräusch als mit dem dicken brummer. ob hier die schwungmasse beruhigend wirkt?
vielen dank jedenfalls für die tips und auch die warnungen.
man kann nie vorsichtig genug sein.
@buddy
danke für den link
dieser große fräskopf hat für mich nur einen zweck: er soll dichtflächen glätten. im realen leben wird er daher nur gering belastet werden, mit maßvollen drehzahlen von 200 - 500 rpm.
momentan teste ich nur, was die maschine und der fräskopf kann. darum habe ich sie etwas gequält. und als racer habe ich einfach mal vollgas gegeben. aber die fläche sah beschissen aus.
vorhin habe ich alle 8 schneidplatten gedreht weil vom vorbesitzer 4 ecken schon weggebrochen wurden.
diesen alustreifen habe ich statt längs nun quer übergefräßt, sodaß 3-4 zähne im einsatz kamen. o,6mm habe ich bei 400 - 500 rpm abgenommen. die maschine hat das kaum gemerkt, die drehzahl schwankt ganz leicht, weil ich von hand nicht so gleichmäßig zustellen kann. mit den scharfen schneidplatten (wenn auch nicht füpr alu geeignet) gab es eine sehr saubere, blanke oberfläche - als dichtfläche optimal. genau das, was ich brauche.
interessant ist, daß die maschine mit dem fräskopf sehr ruhig läuft, nicht vibriert. mit den kleinen 12 mm schaftfräsern gibt es irgendwie viel mehr geräusch als mit dem dicken brummer. ob hier die schwungmasse beruhigend wirkt?
vielen dank jedenfalls für die tips und auch die warnungen.
man kann nie vorsichtig genug sein.
@buddy
danke für den link
-
MadMarx
- Institution
- Beiträge: 8493
- Registriert: 05.06.2004, 23:00
- Wohnort: Saarbrücken
- Hat sich bedankt: 176 Mal
- Danksagung erhalten: 264 Mal
- Kontaktdaten:
für die zweifler.....mit dem rotzwerg.... und dem giga-fräskopf einen edelstahlflansch begradigt:

0,2mm in einem gang abgenommen.
bei 0,3-0,4mm bleit schon mal der fräser stehen, daß ist zuviel für das maschinchen.
aber mit 0,2 zustellung tuckert der fräser brav mit 150 umdrehungen über den edelstahl.
grüße
chris
0,2mm in einem gang abgenommen.
bei 0,3-0,4mm bleit schon mal der fräser stehen, daß ist zuviel für das maschinchen.
aber mit 0,2 zustellung tuckert der fräser brav mit 150 umdrehungen über den edelstahl.
grüße
chris
-
MadMarx
- Institution
- Beiträge: 8493
- Registriert: 05.06.2004, 23:00
- Wohnort: Saarbrücken
- Hat sich bedankt: 176 Mal
- Danksagung erhalten: 264 Mal
- Kontaktdaten:
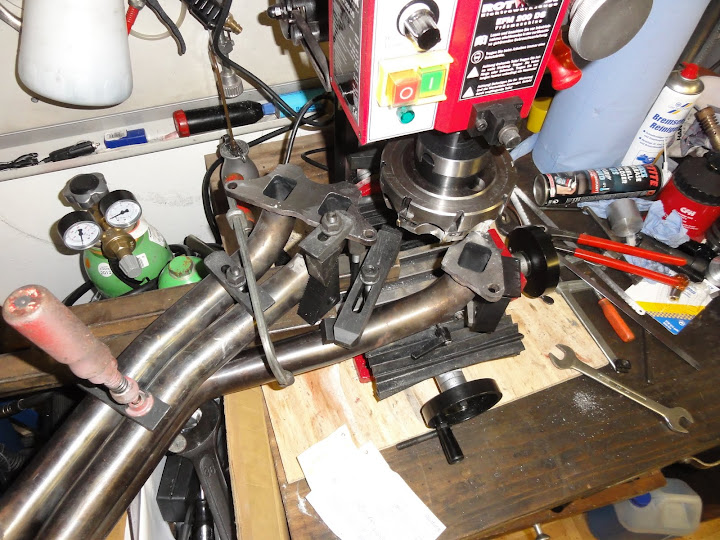
also die beiden mittelrohre war ganz einfach.....die konnte ich mit den spannpratzen parallel auf den tisch spannen.
blöd zu spannen sind die einzelrohre der äußeren zylinder.
hier habe ich quadrahtrohre mit spannpratzen auf den tisch gespannt, um eine ebene fläche zu haben. das rohr habe ich dann mit zwingen an den profilen befestigt und den flansch mit ner gewindestange unterbaut, damit er nicht vibriert.
bombenfest.

blöd zu spannen sind die einzelrohre der äußeren zylinder.
hier habe ich quadrahtrohre mit spannpratzen auf den tisch gespannt, um eine ebene fläche zu haben. das rohr habe ich dann mit zwingen an den profilen befestigt und den flansch mit ner gewindestange unterbaut, damit er nicht vibriert.
bombenfest.
-
Eckhard

- TReam Team

- Beiträge: 3771
- Registriert: 13.02.2005, 00:00
- Wohnort: Wüstenrot TR6 PI in Einzelteilen
- Hat sich bedankt: 58 Mal
- Danksagung erhalten: 168 Mal
da sieht man es wieder. Kreativ sein bringt einen weiter. Der alte Spruch gilt immer noch : Not macht erfinderisch 
Ein Tip noch. Normale Schraubzwingen neigen stark zum plötzlichen lösen bei Vibration. Eine so genannte Spannhand oder Parallelzwinge ist die erste Wahl. Gibt es in allen Größen
Eckhard
Ein Tip noch. Normale Schraubzwingen neigen stark zum plötzlichen lösen bei Vibration. Eine so genannte Spannhand oder Parallelzwinge ist die erste Wahl. Gibt es in allen Größen
Eckhard
-
MadMarx
- Institution
- Beiträge: 8493
- Registriert: 05.06.2004, 23:00
- Wohnort: Saarbrücken
- Hat sich bedankt: 176 Mal
- Danksagung erhalten: 264 Mal
- Kontaktdaten:
mist, doppelmist, supermist.... :boese:
während 1. zylinder und 2+3 super fluchten, stimmen die rohrbiegungen vom zylinder 4 nicht richtig. das rohr ist irgendwie etwas krumm und leider hat sich bei meiner aufspannmethode die planebenheit des letzten zylinders nicht eingestellt. nun muß ich die mittleren zylinder mit aufspannen, damit es in flucht kommt. so ein ärger:
shit happens.
während 1. zylinder und 2+3 super fluchten, stimmen die rohrbiegungen vom zylinder 4 nicht richtig. das rohr ist irgendwie etwas krumm und leider hat sich bei meiner aufspannmethode die planebenheit des letzten zylinders nicht eingestellt. nun muß ich die mittleren zylinder mit aufspannen, damit es in flucht kommt. so ein ärger:
shit happens.
